News center
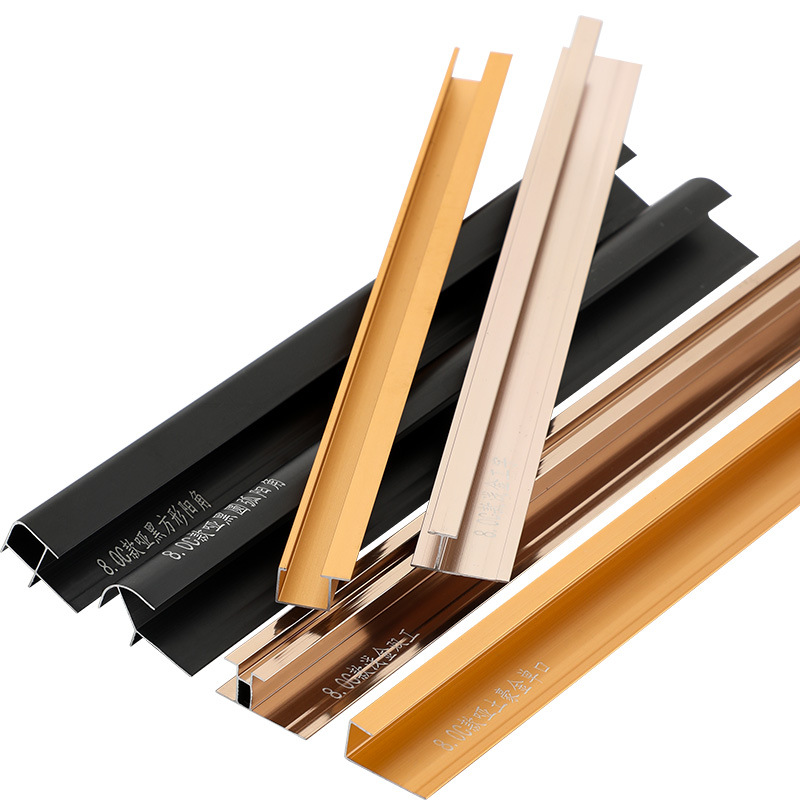
所有从事挤压护墙板铝型材行业的人都清楚,铝型材因弯曲而造成报废异常情况是应该可避免的。那怎么减少或者避免因弯曲报废的情况呢! 压力调整,在加工型材时,将型材调整至直线状态是一项非常重要的工序。调整过程中需要注意使用合适的压力,过大的压力可能导致型材发生变形、翘曲或者表面有裂痕,过小的压力可能导致调整的型材仍然不够直而出现弯曲。 挤压装框,这环节也是非常重要,锯完定尺长度后,就要进行装框,这时装框工就要注意了,这料是大料还是小料,是带管料还是平面模拉出来的料?一般来说,大料和带管的料抬两端装框不容易造成弯曲,但小料和平面模拉出来的料,抬两端就很容易造成弯曲,这时就应该从两端向中间靠拢进行抬料装框。然而,对于某些型材而言,即便采用此方法也不可行,例如镜框铝材、装饰条铝合金、衣柜门铝材,必须先将这类材料放到已完成时效处理的型材上,然后再安装到框中。 上架前的表面处理:经过时效处理后,坯料硬度已符合标准,因此型材不容易发生弯曲。然而,在上架过程中仍需注意,尽量避免在抬料时使两端受到较大的力量波动,因为这样的力量波动也会对已经进行时效处理的护墙板型材造成一定程度的弯曲。

扫描二维码
了解更多
